2021-07-08
UASB厌氧反应器技术
UASB厌氧反应器
一、UASB工艺 简介
UASB是(Up-flow Anaerobic Sludge Bed/Blanket)的英文缩写,名叫上流式厌氧污泥床反应器,又叫升流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法。UASB是由荷兰 Wageningen 农业大学 教授 Lettinga 等人于 1972~1978 年间开发研制的一项厌氧生物处理技术,国内对UASB 反应器的研究是从 20 世纪 80 年代开始的。由于 UASB 反应器具有工艺结构紧凑,处理能力大,无机械搅拌装置,处理效果好及投资省等特点,UASB 反应器是目前研究最多,应用日趋广。
二、UASB工作原理
UASB反应器中的厌氧反应过程与其他厌氧生物处理工艺一样,包括水解,酸化,产乙酸和产甲烷等。通过不同的微生物参与底物的转化过程而将底物转化为最终产物——沼气、水等无机物
在厌氧消化反应过程中参与反应的厌氧微生物主要有以下几种:①水解—发酵(酸化)细菌,它们将复杂结构的底物水解发酵成各种有机酸,乙醇,糖类,氢和二氧化碳;②乙酸化细菌,它们将第一步水解发酵的产物转化为氢、乙酸和二氧化碳;③产甲烷菌,它们将简单的底物如乙酸、甲醇和二氧化碳、氢等转化为甲烷。
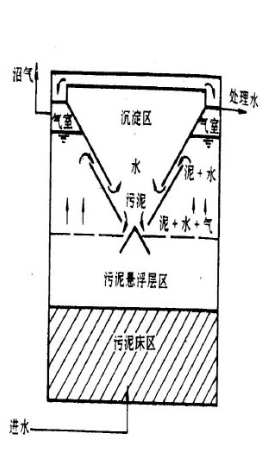
UASB 反应器包含2个重要区域:反应区和三相分离区。分离区使气、液、固 三相分离,所以称之为三相分离。其下部是反应区,上部是沉淀区。反应区下部是污泥床,污泥床由具有良好沉降性能与生物活性的许多厌氧颗粒污泥构成。
在 UASB 运行的时候,把需要处理的废水以一定流速引入到 UASB 反应器的底部,使其水与泥混合,从而就会发生厌氧反应。废水经过酸化和甲烷化 2 个 过程,把污水中的有机物分解,并产生沼气(主要是 CH4 和 CO2),就会在水和气之间形成一种自然的搅拌形式。气体经过搅拌,把污泥床的松散污泥带入污泥 悬浮层区,与悬浮污泥碰撞接触,一部分污泥比重加大,被沉入污泥床区。悬浮 层混合液中污泥松散,颗粒污泥的比重小,存在着很小的 VSS(污泥浓度-生物 量)。气、液、固的混合液上升至三相分离器内,气体首先把进入集气室的进行分离,污泥和水进入沉降室,由于把气体分离了,沉降室的扰动很小,液体的运动趋于层流形态,在重力作用下,泥水分离,污泥沿斜壁返回反应区,使反应器中具有足够的污泥量,上清液被流水从沉淀区的上部排走。
三、UASB反应器基本结构
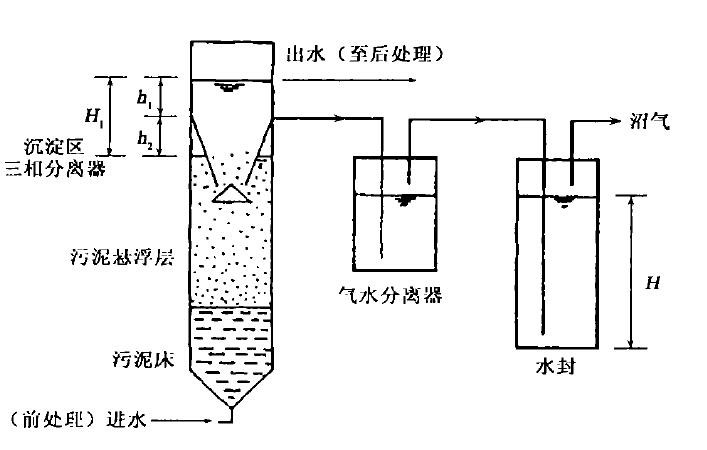
UASB构造上的特点是集生物反应与沉淀于一体,是一种结构紧凑的厌氧反应器。反应器主要是由进水配水系统、反应区、三相分离器、气室、出水系统、排泥系统、浮渣收集系统等几部分组成。
如下图所示 UASB 的基本构造。分述如下:
1、进水配水系统
该系统主要功能是将进入反应器的原废水尽可能均匀地分配到反应器整个横断面,且均匀上升;同时起到了一定的水力搅拌功能。它是反应器高效运行的关键之一。
UASB采用的进水方式大多数为间歇进水,脉冲式进水,连续均匀进水以及连续进水与间歇进水相结合的方式。

2、反应区(污泥床、污泥悬浮区)
(1)污泥床
污泥床位于整个 UASB 反应器的底部,污泥床内具有很高的污泥生物量, 其 污泥浓度( MLSS)一般为 40000~80000 mg/L。污泥床中的污泥由活性生物量(或 细菌)占 70%~80%以上的高度发展的颗粒污泥组成。正常运行的 UASB 中的颗 粒污泥的粒径一般在 0.5~5.0 mm 之间,具有优良的沉降性能,其沉降速度一般为 1.2~1.4 cm/s,其典型的污泥容积指数( SVI)为 10~20 mL/g。颗粒污泥中的生物 相组成比较复杂,主要是杆菌、球菌和丝状菌等.污泥床的容积一般占整个 UASB 反应器容积的 30%左右,但他对 UASB 反应器的整体处理效率起着极为重要的 作用,对反应器中有机物的降解量占到整个反应器全部降解量的 70%~90%。
(2)污泥悬浮区
污泥悬浮层位于污泥床的上部。他占据整个 UASB 反应器容积 70%左右,其 中的污泥浓度要低于污泥床,通常为 15000~30000 mg /L,由高度絮凝的污泥组 成,一般为非颗粒状污泥,其沉降要明显小于颗粒污泥的沉速,污泥容积指数一 般在 30~40 mL /g 之间。靠来自污泥床中上升的气泡使此层污泥得到良好的混 合。污泥悬浮层中絮凝污泥的浓度呈自下而上逐渐减小的分布状态。这一层污泥 担负着整个 UASB 反应器有机物降解量的 10% ~30%。
3、三相分离器(沉淀区、回流缝、气封)
三相分离器由沉淀区、回流缝和气封组成,其主要功能有:① 将气体(沼气)、固体(污泥)和液体(废水)等三相进行分离;② 保证出水水质;③ 保证反应器内污泥量;④ 有利于污泥颗粒化。沼气进入气室,污泥在沉淀区进行沉淀,并经回流缝回流到反应区。经沉淀澄清后的废水作为处理水排出反应器。
三相分离器的分离效果将直接影响反应器的处理效果。
(1)沉淀区
沉淀区位于 UASB 反应器的顶部,其作用是使由于水流的夹带作用而随上升水流进入出水区的固体颗粒(主要是污泥悬浮层中的絮凝性污泥)在沉淀区沉 淀下来,并沿沉淀区底部的斜壁滑下而重新回到反应区内(包括污泥床和污泥悬 浮层),以保证反应器中污泥不致流失而同时保证污泥床中污泥的浓度。沉淀区 的另一个作用是可以通过合理调整沉淀区的水位高度来保证整个反应器集气室 的有效空间高度而防止集气空间的破坏。
(2)回流缝
污泥在沉淀区进行沉淀后,经回流缝回流至反应区,保证反应器内有足够的污泥量。
(3)气封
密封厌氧过程产生的气体。
4、气室
也称集气罩,其功能是收集产生的沼气,并将其导出气室送往沼气柜。
5、出水系统
功能是将沉淀区水面上的处理水,均匀地加以收集,并将其排出反应器。
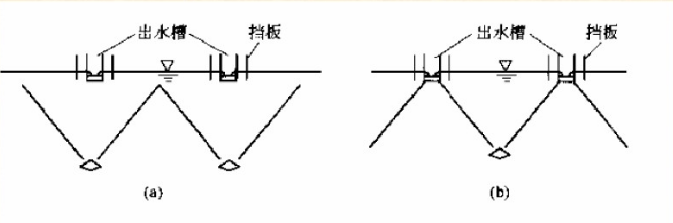
出水均匀的排出,对固液分离的影响较大,也是保证反应器均匀稳定运行的关键。UASB反应器的出水槽的布置与三相分离器沉淀区设计有关,通常每个单元三相分离器设一个出水槽,常用的两种布置形式如下图所示。
6、排泥系统
排泥系统的主要功能是均匀地排除反应器内的剩余污泥。
7、浮渣收集系统
浮渣收集系统的主要功能是清除沉淀区液面和气室液面的浮渣。
四、UASB反应器优势
UASB 反应器处理工艺是目前研究较多、应用日趋广泛的新型污水厌氧处理 工艺,他除了具有厌氧处理的优点,如工艺结构紧凑、处理能力大、无机械搅拌 装置、处理效果好、投资省等优点外,还具有其他厌氧处理工艺(厌氧流化床、 厌氧滤池等)难以比拟的优点:
① 可实现污泥的颗粒化;
② 生物固体的停留时间可长达 100d;
③ 气、固、液的分离实现了一体化;
④ 通常情况下不发生堵塞,因而他具有很高的处理能力和处理效率,尤其 适用于各种高浓度有机废水的处理,现已被列为国家重点推广技术。
UASB 比较广泛应用于高浓度的有机废水处理,相比于其他反应器有其独特 的优点,具体如下:
(1)可培养出降解活性较高的颗粒污泥:由于厌氧颗粒污泥降解能力强, 沉降性能好,所以利用 UASB 反应器处理大部分高浓度有机废水,在反应运行 稳定的前提下,颗粒污泥的生长可维持反应器内较高的生物量。
(2)初次启动时间较长但二次启动较短:UASB 反应器初次启动所需时间 较长。但是当 UASB 正常运行后进行二次启动,由于在初次启动过程中产生有 剩余颗粒污泥,而成熟的颗粒污泥可以在常温下保存很长时间而不损失其活性, 并且对各类废水有较强的适应能力,所以反应器的二次启动时间将大大缩短。
(3)对各类废水的适应性较强:厌氧颗粒污泥对各种不利条件的抗性较强, 利用 UASB 反应器可以处理各种浓度的有机废水,也可处理有毒有害废水,如 含酚废水等。同时,UASB 反应器对温度的要求也较低,不仅可在高温、中温条 件下进行,也可在常温、低温下进行反应,且能取得较高的处理效果。
(4)需设分离装置,简化工艺:由于在反应器的顶部设置了气固液三相分 离器,沉降性能良好的厌氧颗粒污泥可以通过三相分离器自行下降并返回到下部 的反应区,避免了增设沉淀分离装置、辅助脱气装置及回流污泥设备,简化了工 艺,减少了装置的投资成本和反应运行费用。同时,颗粒污泥在上升后最终返回 到反应区,在反应器内部保持了污泥的总量,能够维持较高的生物量。
(5)反应器内无需搅拌设备也无需投加填料和载体:在 UASB 反应器中,
由于颗粒污泥的密度较小,在适度的水力负荷范围内,可以靠反应器内产生的上 升气流和水流上升力来推动污泥与污水的充分混合及接触,因此,无须另设搅拌 设备和回流污泥设备,降低装置投入成本。由于在 UASB 反应器中,上升的污 水是通过与反应器中的颗粒污泥充分接触发生厌氧反应的,所以无须另外投加填 料和载体,具有污泥容积负荷率高、投资省、操作简单等优点。
(6)一般不易形成股流:由于反应器中产生的上升气流和污水的上流力较 为均匀,污水向上流动在反应区与颗粒污泥充分混合,所以在 UASB 反应器内 在负荷适度、布水均匀的情况下一般不易形成股流。
五、UASB反应器的设计计算
UASB反应器设计计算的主要内容有:① 池型选择、有效容积以及各主要部位尺寸的确定;② 进水配水系统、出水系统、三相分离器等主要设备的设计计算;③ 其它设备和管道如排泥和排渣系统等的设计计算。下面将分别进行叙述。
设计进水、配水和出水系统
根据水质特点、水量大小、去除率等选定池型,确定主要尺寸
选定三相分离器的型式,沼气回收设备。
1、UASB厌氧反应器布水设计
适当的设计进水分配系统低于一个运转良好的 UASB 处理厂是至关重要的, 配水系统需满足以下原则:
进水配水系统兼有配水和水利搅拌的功能;
(1)进水装置的设计使分配到个点流量相同,确保单位面积的进水量基本 相同,防止发生短路等现象。
(2)很容易观察进水管的堵塞,当堵塞发现后,必须很容易被清除。
(3)应尽可能的满足污泥床水利搅拌的需要,保证进水有机物与污泥迅速 混合,防止局部产生酸化现象。
综合以上条件,本设计采用脉冲布水器,和内循环相结合的方式。
2、厌氧加热恒温控制设计
设计采用工业厂产生的余热蒸汽对厌氧反应期内的污泥进行加热,加热方式 为气水混合(蒸汽喷射)方式,其加热恒温控制原理如图所示:
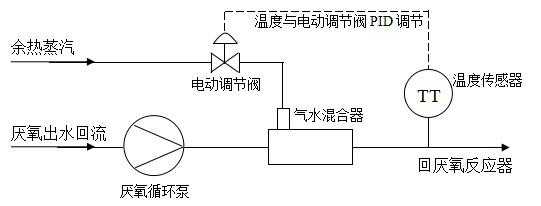
如上图所示,在厌氧出水回流循环泵(24 小时运行)压力管段设置气水混合器,由于气水混合器的特殊构造,蒸汽与污泥在气水混合器中快速混合达到加 热污泥的目的,气水混合器后管路设有温度传感器,温度传感器与蒸汽管路上的 电动调节阀设计为 PID 调节,即温度传感器测得的传感信号反馈给系统 PLC, 通过 PLC 实时调节蒸汽管路电动调节阀的开启度,以达到恒温控制的目的。另 外厌氧反应器上设有额外的温度传感器,以便于实际运行过程中与循环管路上的 温度传感器进行温度校验,确定 PID 调节所需设置的温度值。
3、UASB池体的设计资料
一、UASB工艺 简介
UASB是(Up-flow Anaerobic Sludge Bed/Blanket)的英文缩写,名叫上流式厌氧污泥床反应器,又叫升流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法。UASB是由荷兰 Wageningen 农业大学 教授 Lettinga 等人于 1972~1978 年间开发研制的一项厌氧生物处理技术,国内对UASB 反应器的研究是从 20 世纪 80 年代开始的。由于 UASB 反应器具有工艺结构紧凑,处理能力大,无机械搅拌装置,处理效果好及投资省等特点,UASB 反应器是目前研究最多,应用日趋广。
二、UASB工作原理
UASB反应器中的厌氧反应过程与其他厌氧生物处理工艺一样,包括水解,酸化,产乙酸和产甲烷等。通过不同的微生物参与底物的转化过程而将底物转化为最终产物——沼气、水等无机物
在厌氧消化反应过程中参与反应的厌氧微生物主要有以下几种:①水解—发酵(酸化)细菌,它们将复杂结构的底物水解发酵成各种有机酸,乙醇,糖类,氢和二氧化碳;②乙酸化细菌,它们将第一步水解发酵的产物转化为氢、乙酸和二氧化碳;③产甲烷菌,它们将简单的底物如乙酸、甲醇和二氧化碳、氢等转化为甲烷。
UASB 反应器包含2个重要区域:反应区和三相分离区。分离区使气、液、固 三相分离,所以称之为三相分离。其下部是反应区,上部是沉淀区。反应区下部是污泥床,污泥床由具有良好沉降性能与生物活性的许多厌氧颗粒污泥构成。
在 UASB 运行的时候,把需要处理的废水以一定流速引入到 UASB 反应器的底部,使其水与泥混合,从而就会发生厌氧反应。废水经过酸化和甲烷化 2 个 过程,把污水中的有机物分解,并产生沼气(主要是 CH4 和 CO2),就会在水和气之间形成一种自然的搅拌形式。气体经过搅拌,把污泥床的松散污泥带入污泥 悬浮层区,与悬浮污泥碰撞接触,一部分污泥比重加大,被沉入污泥床区。悬浮 层混合液中污泥松散,颗粒污泥的比重小,存在着很小的 VSS(污泥浓度-生物 量)。气、液、固的混合液上升至三相分离器内,气体首先把进入集气室的进行分离,污泥和水进入沉降室,由于把气体分离了,沉降室的扰动很小,液体的运动趋于层流形态,在重力作用下,泥水分离,污泥沿斜壁返回反应区,使反应器中具有足够的污泥量,上清液被流水从沉淀区的上部排走。
三、UASB反应器基本结构
UASB构造上的特点是集生物反应与沉淀于一体,是一种结构紧凑的厌氧反应器。反应器主要是由进水配水系统、反应区、三相分离器、气室、出水系统、排泥系统、浮渣收集系统等几部分组成。
如下图所示 UASB 的基本构造。分述如下:
1、进水配水系统
该系统主要功能是将进入反应器的原废水尽可能均匀地分配到反应器整个横断面,且均匀上升;同时起到了一定的水力搅拌功能。它是反应器高效运行的关键之一。
UASB采用的进水方式大多数为间歇进水,脉冲式进水,连续均匀进水以及连续进水与间歇进水相结合的方式。
2、反应区(污泥床、污泥悬浮区)
(1)污泥床
污泥床位于整个 UASB 反应器的底部,污泥床内具有很高的污泥生物量, 其 污泥浓度( MLSS)一般为 40000~80000 mg/L。污泥床中的污泥由活性生物量(或 细菌)占 70%~80%以上的高度发展的颗粒污泥组成。正常运行的 UASB 中的颗 粒污泥的粒径一般在 0.5~5.0 mm 之间,具有优良的沉降性能,其沉降速度一般为 1.2~1.4 cm/s,其典型的污泥容积指数( SVI)为 10~20 mL/g。颗粒污泥中的生物 相组成比较复杂,主要是杆菌、球菌和丝状菌等.污泥床的容积一般占整个 UASB 反应器容积的 30%左右,但他对 UASB 反应器的整体处理效率起着极为重要的 作用,对反应器中有机物的降解量占到整个反应器全部降解量的 70%~90%。
(2)污泥悬浮区
污泥悬浮层位于污泥床的上部。他占据整个 UASB 反应器容积 70%左右,其 中的污泥浓度要低于污泥床,通常为 15000~30000 mg /L,由高度絮凝的污泥组 成,一般为非颗粒状污泥,其沉降要明显小于颗粒污泥的沉速,污泥容积指数一 般在 30~40 mL /g 之间。靠来自污泥床中上升的气泡使此层污泥得到良好的混 合。污泥悬浮层中絮凝污泥的浓度呈自下而上逐渐减小的分布状态。这一层污泥 担负着整个 UASB 反应器有机物降解量的 10% ~30%。
3、三相分离器(沉淀区、回流缝、气封)
三相分离器由沉淀区、回流缝和气封组成,其主要功能有:① 将气体(沼气)、固体(污泥)和液体(废水)等三相进行分离;② 保证出水水质;③ 保证反应器内污泥量;④ 有利于污泥颗粒化。沼气进入气室,污泥在沉淀区进行沉淀,并经回流缝回流到反应区。经沉淀澄清后的废水作为处理水排出反应器。
三相分离器的分离效果将直接影响反应器的处理效果。
(1)沉淀区
沉淀区位于 UASB 反应器的顶部,其作用是使由于水流的夹带作用而随上升水流进入出水区的固体颗粒(主要是污泥悬浮层中的絮凝性污泥)在沉淀区沉 淀下来,并沿沉淀区底部的斜壁滑下而重新回到反应区内(包括污泥床和污泥悬 浮层),以保证反应器中污泥不致流失而同时保证污泥床中污泥的浓度。沉淀区 的另一个作用是可以通过合理调整沉淀区的水位高度来保证整个反应器集气室 的有效空间高度而防止集气空间的破坏。
(2)回流缝
污泥在沉淀区进行沉淀后,经回流缝回流至反应区,保证反应器内有足够的污泥量。
(3)气封
密封厌氧过程产生的气体。
4、气室
也称集气罩,其功能是收集产生的沼气,并将其导出气室送往沼气柜。
5、出水系统
功能是将沉淀区水面上的处理水,均匀地加以收集,并将其排出反应器。
出水均匀的排出,对固液分离的影响较大,也是保证反应器均匀稳定运行的关键。UASB反应器的出水槽的布置与三相分离器沉淀区设计有关,通常每个单元三相分离器设一个出水槽,常用的两种布置形式如下图所示。
6、排泥系统
排泥系统的主要功能是均匀地排除反应器内的剩余污泥。
7、浮渣收集系统
浮渣收集系统的主要功能是清除沉淀区液面和气室液面的浮渣。
四、UASB反应器优势
UASB 反应器处理工艺是目前研究较多、应用日趋广泛的新型污水厌氧处理 工艺,他除了具有厌氧处理的优点,如工艺结构紧凑、处理能力大、无机械搅拌 装置、处理效果好、投资省等优点外,还具有其他厌氧处理工艺(厌氧流化床、 厌氧滤池等)难以比拟的优点:
① 可实现污泥的颗粒化;
② 生物固体的停留时间可长达 100d;
③ 气、固、液的分离实现了一体化;
④ 通常情况下不发生堵塞,因而他具有很高的处理能力和处理效率,尤其 适用于各种高浓度有机废水的处理,现已被列为国家重点推广技术。
UASB 比较广泛应用于高浓度的有机废水处理,相比于其他反应器有其独特 的优点,具体如下:
(1)可培养出降解活性较高的颗粒污泥:由于厌氧颗粒污泥降解能力强, 沉降性能好,所以利用 UASB 反应器处理大部分高浓度有机废水,在反应运行 稳定的前提下,颗粒污泥的生长可维持反应器内较高的生物量。
(2)初次启动时间较长但二次启动较短:UASB 反应器初次启动所需时间 较长。但是当 UASB 正常运行后进行二次启动,由于在初次启动过程中产生有 剩余颗粒污泥,而成熟的颗粒污泥可以在常温下保存很长时间而不损失其活性, 并且对各类废水有较强的适应能力,所以反应器的二次启动时间将大大缩短。
(3)对各类废水的适应性较强:厌氧颗粒污泥对各种不利条件的抗性较强, 利用 UASB 反应器可以处理各种浓度的有机废水,也可处理有毒有害废水,如 含酚废水等。同时,UASB 反应器对温度的要求也较低,不仅可在高温、中温条 件下进行,也可在常温、低温下进行反应,且能取得较高的处理效果。
(4)需设分离装置,简化工艺:由于在反应器的顶部设置了气固液三相分 离器,沉降性能良好的厌氧颗粒污泥可以通过三相分离器自行下降并返回到下部 的反应区,避免了增设沉淀分离装置、辅助脱气装置及回流污泥设备,简化了工 艺,减少了装置的投资成本和反应运行费用。同时,颗粒污泥在上升后最终返回 到反应区,在反应器内部保持了污泥的总量,能够维持较高的生物量。
(5)反应器内无需搅拌设备也无需投加填料和载体:在 UASB 反应器中,
由于颗粒污泥的密度较小,在适度的水力负荷范围内,可以靠反应器内产生的上 升气流和水流上升力来推动污泥与污水的充分混合及接触,因此,无须另设搅拌 设备和回流污泥设备,降低装置投入成本。由于在 UASB 反应器中,上升的污 水是通过与反应器中的颗粒污泥充分接触发生厌氧反应的,所以无须另外投加填 料和载体,具有污泥容积负荷率高、投资省、操作简单等优点。
(6)一般不易形成股流:由于反应器中产生的上升气流和污水的上流力较 为均匀,污水向上流动在反应区与颗粒污泥充分混合,所以在 UASB 反应器内 在负荷适度、布水均匀的情况下一般不易形成股流。
五、UASB反应器的设计计算
UASB反应器设计计算的主要内容有:① 池型选择、有效容积以及各主要部位尺寸的确定;② 进水配水系统、出水系统、三相分离器等主要设备的设计计算;③ 其它设备和管道如排泥和排渣系统等的设计计算。下面将分别进行叙述。
设计进水、配水和出水系统
根据水质特点、水量大小、去除率等选定池型,确定主要尺寸
选定三相分离器的型式,沼气回收设备。
1、UASB厌氧反应器布水设计
适当的设计进水分配系统低于一个运转良好的 UASB 处理厂是至关重要的, 配水系统需满足以下原则:
进水配水系统兼有配水和水利搅拌的功能;
(1)进水装置的设计使分配到个点流量相同,确保单位面积的进水量基本 相同,防止发生短路等现象。
(2)很容易观察进水管的堵塞,当堵塞发现后,必须很容易被清除。
(3)应尽可能的满足污泥床水利搅拌的需要,保证进水有机物与污泥迅速 混合,防止局部产生酸化现象。
综合以上条件,本设计采用脉冲布水器,和内循环相结合的方式。
2、厌氧加热恒温控制设计
设计采用工业厂产生的余热蒸汽对厌氧反应期内的污泥进行加热,加热方式 为气水混合(蒸汽喷射)方式,其加热恒温控制原理如图所示:
如上图所示,在厌氧出水回流循环泵(24 小时运行)压力管段设置气水混合器,由于气水混合器的特殊构造,蒸汽与污泥在气水混合器中快速混合达到加 热污泥的目的,气水混合器后管路设有温度传感器,温度传感器与蒸汽管路上的 电动调节阀设计为 PID 调节,即温度传感器测得的传感信号反馈给系统 PLC, 通过 PLC 实时调节蒸汽管路电动调节阀的开启度,以达到恒温控制的目的。另 外厌氧反应器上设有额外的温度传感器,以便于实际运行过程中与循环管路上的 温度传感器进行温度校验,确定 PID 调节所需设置的温度值。
3、UASB池体的设计资料
| 日进水流量 Qd | Qd =***m³/d |
| 设计进水 COD 浓度 | ***mg/L(设计厌氧出水为 2400mg/L) |
| 设计进水 COD负荷总量 XCOD | ***kgCOD/d |
| 设计 COD 的容积负荷 q | 2kgCOD/m3.d |
| 设计温度 T | 35℃(冬季恒温) |
| 设计 UASB高度 H | ****m(有效水深 ****m) |
|
UASB 有效容积 V |
V = X/q=****m³ 设计取一座(取一定的安全余量,设计有 效容积为 ****m³) |
| UASB 尺寸 | L*B*H |
| UASB 数量 | ***个 |